1. Introduction
A tumbling machine is a mass finishing machine used to deburr, radius, polish, clean, descale, and smooth batches of parts by rotating them together with abrasive media, water, and chemical compounds. In manufacturing, the term usually refers to a rotary barrel tumbler, centrifugal barrel finisher, or rotary drum system.
The value is practical: tumbling replaces manual edge work with a controlled batch process. A team can load parts into a barrel, add media and compound, set the cycle, and process the batch with low labor input. When tuned correctly, tumbling improves handling safety, assembly fit, coating adhesion, and cosmetic consistency.
Tumbling is part of mass finishing. If production needs high throughput, precise surface roughness control, or easier automation, compare this guide with Vibratory Finishing Equipment.
2. Working Principle
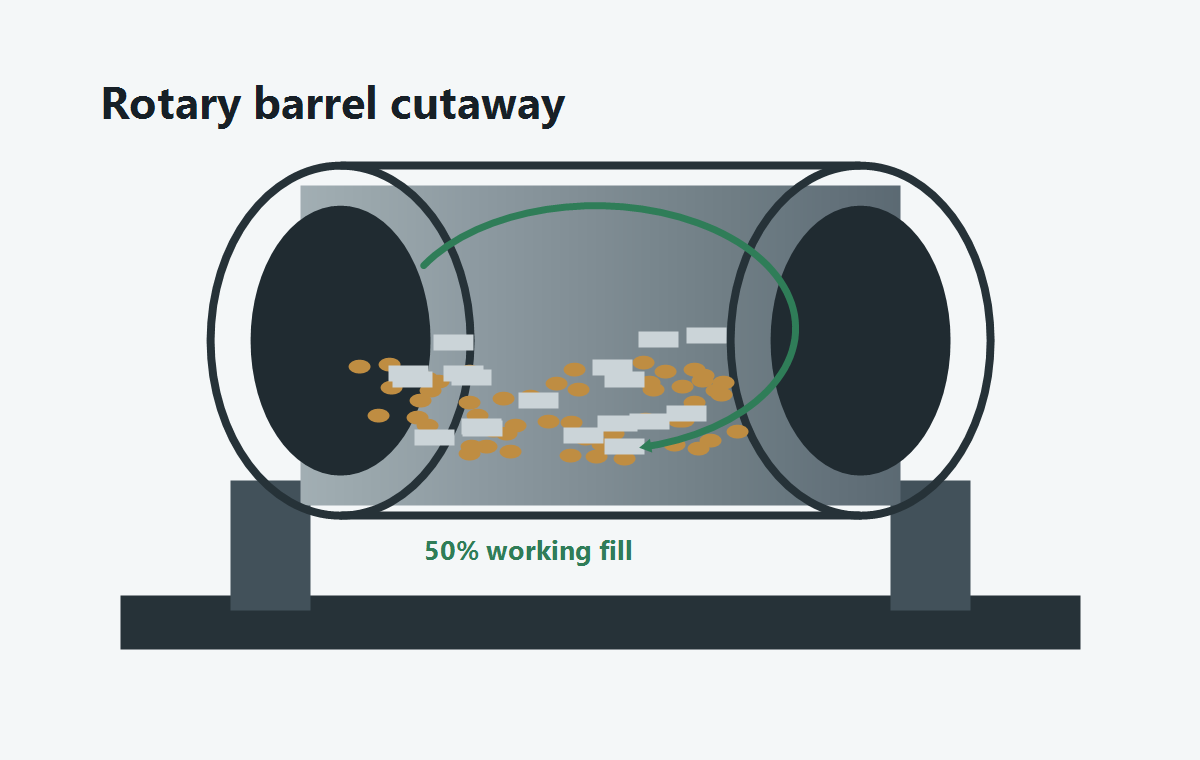
A tumbling machine uses rotational motion to move parts and media inside a closed chamber. As the chamber rotates, the load is lifted by the wall and then slides or rolls downward under gravity. Repeated contact between parts, media, and compound removes burrs and high spots through abrasion, burnishing, or cleaning action.
| Process driver | What happens in the barrel | Engineering effect |
|---|---|---|
| Rotational motion | The barrel lifts the mass and creates a moving slope. | Controls sliding, rolling, and impact. |
| Gravity | The load falls or slides from the upper layer to the lower layer. | Produces pressure between media and part surfaces. |
| Friction and media contact | Abrasive grains or hard media rub the workpiece surface. | Removes burrs, rounds edges, smooths peaks, and burnishes surfaces. |
The finishing action is statistical and contact-based. Edges, burrs, corners, and exposed high points are attacked more aggressively than recessed flat areas. This makes tumbling strong for edge rounding and general smoothing, but weaker when only one protected feature must be finished.
3. Types of Tumbling Machines
Barrel Tumbling Machine
A barrel tumbling machine, also called a rotary barrel finisher, is the classic tumbling system. The barrel is often hexagonal or octagonal rather than perfectly round because flat internal surfaces help lift and roll the mass. Standard barrel tumblers are usually loaded to about 40-60% of total barrel volume, with 50% used as a common starting point.
Centrifugal Barrel Finishing
Centrifugal barrel finishing uses multiple barrels mounted around a rotating turret. The barrels rotate while the turret revolves, creating a planetary motion. This produces much higher finishing energy than gravity-only rotary tumbling and can shorten cycle time for small precision parts.
Rotary Drum
A rotary drum tumbler is a simpler drum-style machine used for cleaning, descaling, rust removal, drying, blending, or light surface conditioning. It can process larger or heavier work than small barrel tumblers, but it is usually not the first choice for delicate precision parts.
4. Key Technical Parameters
Tumbling is easy to start but not always easy to optimize. The same machine can produce a rough matte deburr, bright burnish, smooth radius, or damaged batch depending on load ratio, media, speed, water, compound, and time.
| Parameter | Practical starting range | Engineering notes |
|---|---|---|
| Barrel working fill | 40-60% of barrel volume; 50% is common | Too low reduces cushioning; too high weakens cascade action. |
| Parts volume in rotary barrel | About 1/8 of total barrel volume with 3:1 media-to-parts by volume | Useful for early machine sizing and quote estimates. |
| Media-to-parts ratio | 3:1 by volume for many parts; 4:1 to 5:1 for delicate or large parts | More media improves protection but reduces part count. |
| Rotary barrel speed | Often 20-38 RPM for conventional horizontal barrels | Set by barrel diameter, load behavior, part fragility, and desired cut. |
| Cycle time | 30-180 minutes for many deburring jobs; longer for heavy smoothing | Validate with sample parts and inspection data. |
| Compound concentration | Often 1-3% of water volume or supplier recipe | Too little can stain or load media; too much can foam or reduce cutting. |
5. Applications
Deburring removes small burrs from machined, stamped, laser-cut, die-cast, forged, and molded parts. Tumbling is strongest on exposed external burrs and weaker on deep cross-holes, narrow passages, blind pockets, and shielded burrs.
Edge rounding creates controlled edge break and radiusing on steel, stainless steel, brass, aluminum, zinc, and die-cast components. It improves handling safety, fatigue behavior, plating consistency, and coating coverage.
Rust removal and descaling can remove light rust, oxide, heat-treat discoloration, and scale. Heavy scale may require aggressive ceramic media or pretreatment. Use rust inhibitor and drying control when corrosion resistance matters.
Surface smoothing reduces surface peaks and improves tactile feel. If surface roughness is a drawing requirement, define measurement method, cutoff length, sampling location, and direction. Tie the plan to Surface Roughness Measurement.
6. Tumbling vs Vibratory Finishing
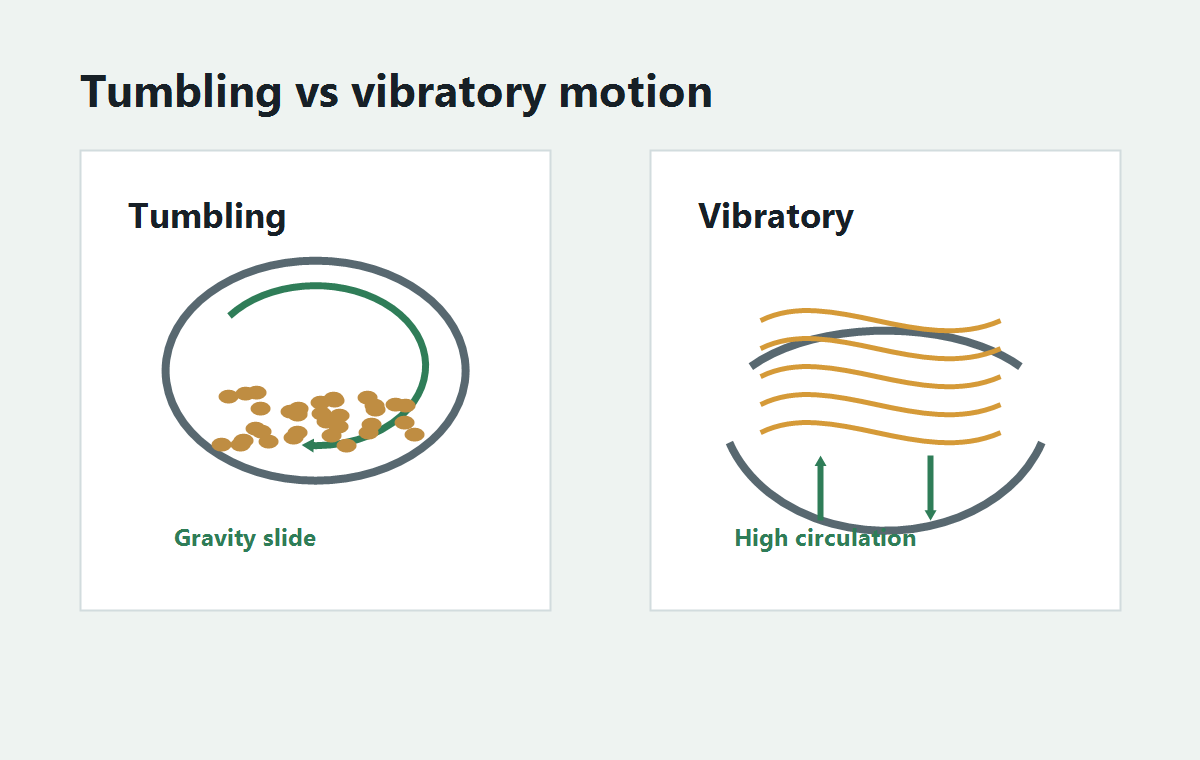
Tumbling and vibratory finishing both use media, compound, and repeated contact. Tumbling relies on rotation, gravity, and sliding layers. Vibratory finishing uses vibration to create rolling, rubbing, and circulating media flow.
| Decision factor | Tumbling machine | Vibratory finishing machine | Selection guidance |
|---|---|---|---|
| Speed | Slower in conventional rotary barrels; CBF is much faster | Faster than conventional barrel tumbling for many jobs | Choose vibratory for throughput unless cost or CBF energy is more important. |
| Surface quality | Can produce smooth radiused edges and strong polish with enough time | Often more uniform with lower part damage | Use vibratory for delicate parts and repeatable cosmetic finishes. |
| Equipment cost | Usually lower for rotary barrels | Usually higher with separation and automation options | Choose tumbling for budget-sensitive batch finishing. |
| Automation | Harder for closed barrel systems | Easier with gates, screens, conveyors, and dryers | Choose vibratory for production cells and continuous flow. |
7. Abrasive Media for Tumbling
| Media type | Typical use | Advantages | Limitations |
|---|---|---|---|
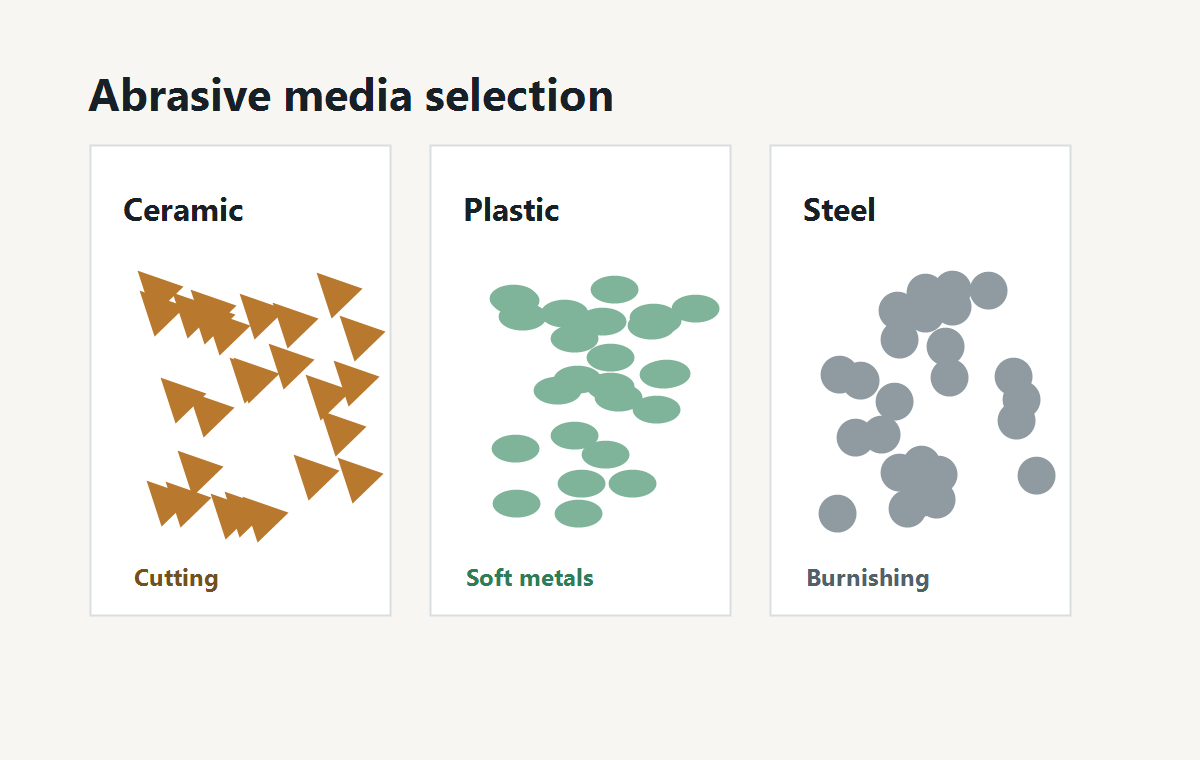
| Ceramic media | Deburring, cutting, radiusing, cleaning hard metals | Dense, aggressive, long-lasting | Can chip delicate parts or lodge in holes. |
| Plastic media | Aluminum, brass, zinc, die castings, cosmetic parts | Lighter impact and smooth matte finishes | Slower cut and higher wear. |
| Steel media | Burnishing, brightening, light burr dulling | High luster and long service life | Not aggressive for metal removal; requires rust control. |
Media has a life cycle. As it wears, it becomes smaller, rounder, less aggressive, and more likely to lodge. Track media size distribution, wear rate, separation losses, and replenishment schedule through Media Life Cycle Analysis and Abrasive Quality Control.
8. Process Optimization
Good tumbling recipes are built from inspection data. Start with a baseline, measure the parts, change one variable at a time, and document the result. Run time studies at 30, 60, 90, and 120 minutes. Inspect burr height, edge radius, surface roughness, discoloration, and part damage at each interval.
Choose media based on part material, burr size, geometry, and final finish. If burrs remain after long cycles, increase aggressiveness with ceramic media, coarser grade, larger media, or higher energy. If parts show dents or edge damage, increase media-to-parts ratio, switch to lighter plastic media, reduce speed, or reduce part load.
Speed should create a stable sliding layer. The load should roll and slide, not pin to the wall or hammer downward. Water and compound should wet the mass, carry residue, and prevent staining, but excess water can reduce abrasion.
9. Advantages and Limitations
The main advantages are low equipment cost, simple operation, broad media compatibility, long unattended cycles, good edge rounding, and strong polishing potential. Tumbling is attractive for job shops, small manufacturers, hardware producers, casting shops, and plants that need batch finishing without a fully automated line.
The limitations are longer processing time, lower usable part volume, harder automation, and dependence on proper cushioning. Parts can dent, nick, nest, or stick together. Repeatability can drift as media wears, compound concentration changes, water quality varies, and operators change loading habits.
Release criteria should be defined before production
Control maximum burr height, minimum edge radius, surface roughness range, appearance standard, cleanliness level, corrosion protection, and dimensional limits before releasing the tumbling process.
10. Internal Linking
- Vibratory Finishing Equipment for parent equipment comparison and throughput decisions.
- Surface Roughness Measurement for Ra, Rz, sampling length, and QA method.
- Media Life Cycle Analysis for wear rate, replenishment, and cost per batch.
- Abrasive Quality Control for incoming media inspection, compound control, and traceability.
FAQ
What is a tumbling machine used for?
A tumbling machine is used to deburr, polish, clean, radius, descale, and smooth batches of parts.
What is the difference between tumbling and vibratory finishing?
Tumbling uses rotational motion, gravity, and a sliding media layer. Vibratory finishing uses vibration to create rolling and circulating media flow.
What media-to-parts ratio should I start with?
Start around 3:1 by volume for many parts. Move toward 4:1 or 5:1 for fragile, thin, large, or cosmetic parts.
Source Notes
- Kramer Industries barrel finishing and capacity guides.
- Tipton mass finishing machine guidance.
- Mass Finishing Inc. and MC Finishing centrifugal barrel finishing references.
- Finishing Systems tumbling vs vibratory finishing comparison.
- Walther Trowal rotary barrel data sheet.