Choose tumbling when
Parts are robust, capital cost must stay low, cycle time is flexible, and long unattended batch finishing is acceptable.
Selection decision
Use this page to select the first process to trial. The correct answer depends on burr severity, part material, throughput, cosmetic tolerance, automation, and inspection limits.
Interactive selector
The recommendation is a starting point for quoting and testing, not a substitute for a part trial.
| Factor | Conventional tumbling | Centrifugal barrel finishing | Vibratory finishing |
|---|---|---|---|
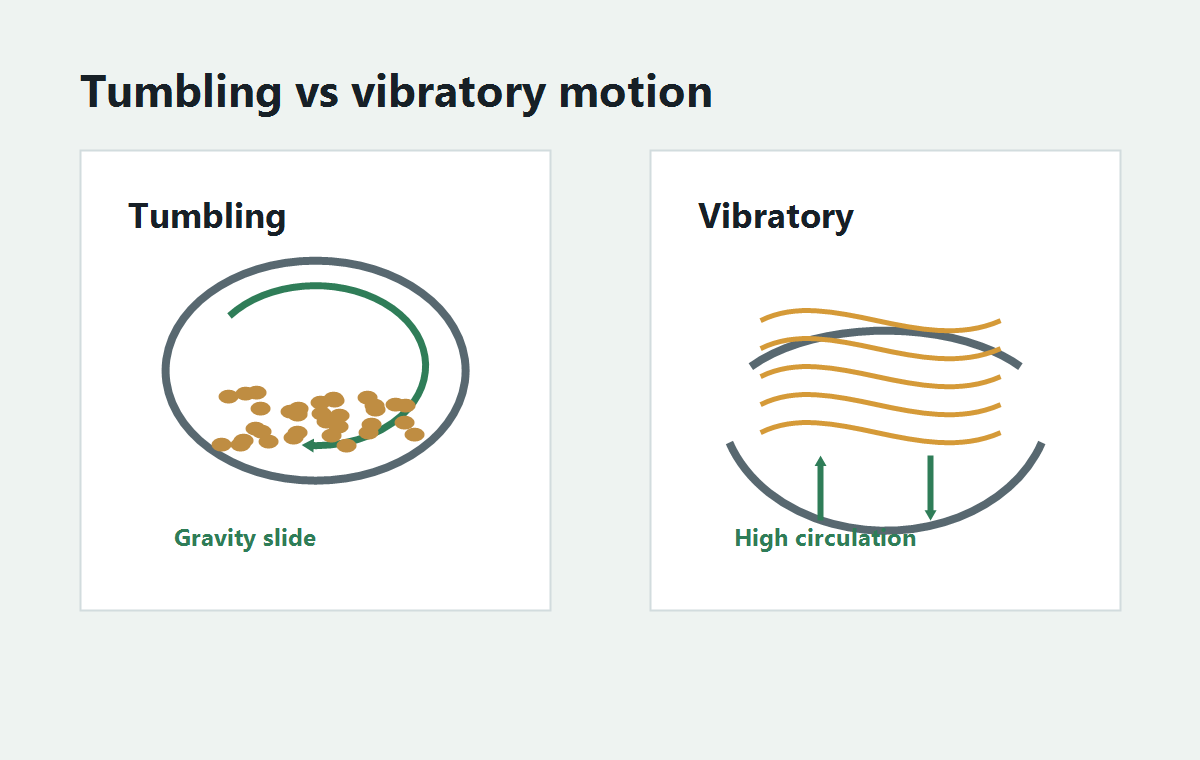
| Speed | Slowest for heavy work; strong for long unattended cycles. | Fastest for small high-energy batches. | Fast for many production deburring jobs. |
| Surface quality | Strong edge rounding and polishing with enough time. | Strong radius control but needs cushioning. | Uniform surface flow and lower impact risk. |
| Cost | Lowest capital cost. | Higher capital cost and smaller batch sizes. | Medium to high, depending on automation. |
| Automation | Limited for closed barrels. | Batch-oriented. | Strong with screens, gates, dryers, and conveyors. |
| Risk | Part-on-part dents if load ratio is poor. | Load balance and separation are critical. | Media lodging and compound control still matter. |
Parts are robust, capital cost must stay low, cycle time is flexible, and long unattended batch finishing is acceptable.
Small parts need higher energy, shorter cycles, stronger radius development, or faster deburring than a rotary barrel can provide.
Throughput, automated separation, lower part damage, or repeatable cosmetic quality is more important than lowest machine cost.